WECODUR
The Technology
The WECODUR technology is based on the development of an advanced laser cladding process and thus enables the economic production of thin, material-bound layers on metal workpieces with a multitude of material combinations. The WECODUR process chain consists of one or more coating process steps and the final finishing process. This enables the exploitation in series production for the first time.
The WECODUR coating benchmarks
Conventional
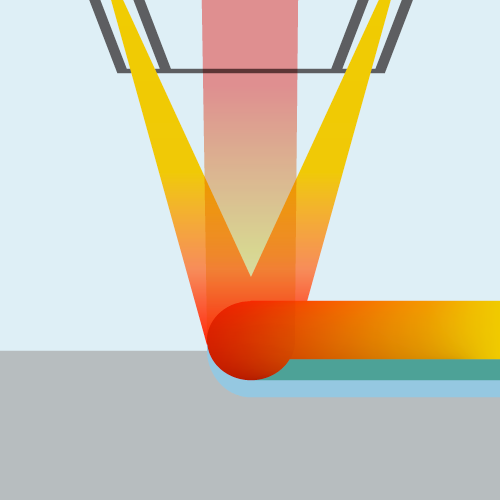
Laser deposition welding
- Coating rate typically ≤ 0,5 m2/h
- Layer thickness typically ≥ 0,5 mm
- Rough, wavy surfaces approx. Pt 200 µm
- Surface roughness Rz ≥ 50 µm
Conclusion
Series coating uneconomical
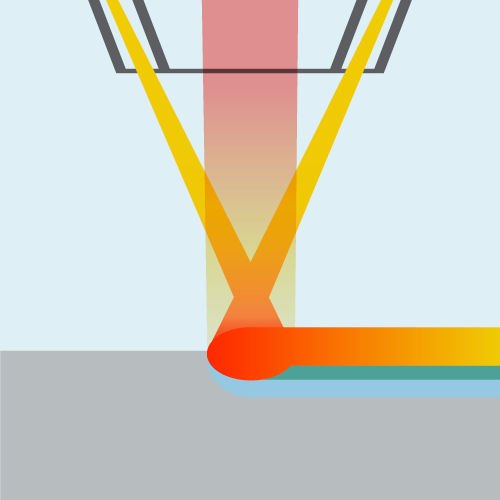
WECODUR
laser cladding
- Area rate up to 5 m2/h and more
- Layer thickness down to less than 0,01 mm
- Smooth surfaces Pt ≤ 20 µm
- Surface roughness Rz ≤ 20 µm
Conclusion
Feasible for series coating
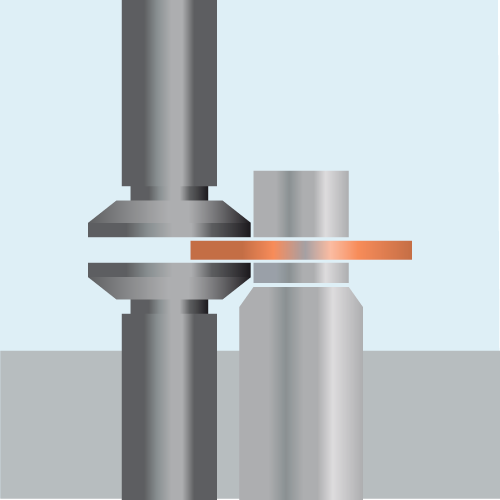
The WECODUR finishing process
WECODUR Finishing
- Double side face grinding enables highest process feed rates due to symmetrical force application
- Self-sharpening surface grinding process enables lowest tool costs (dressing-free)
- Optional peel grinding process with adjusted or plane-parallel tool set-up
Conclusion
Short machining times and low tool costs
The WECODUR technology in comparison
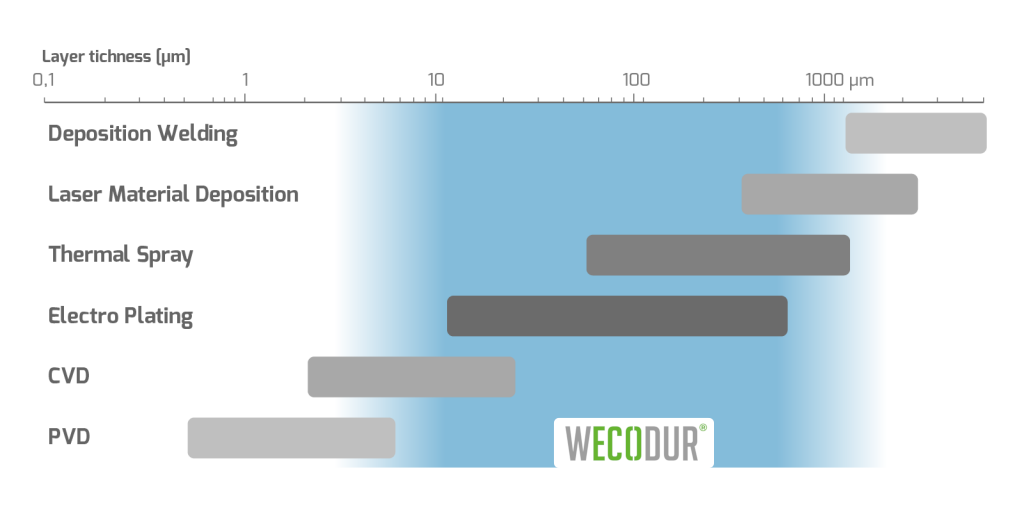
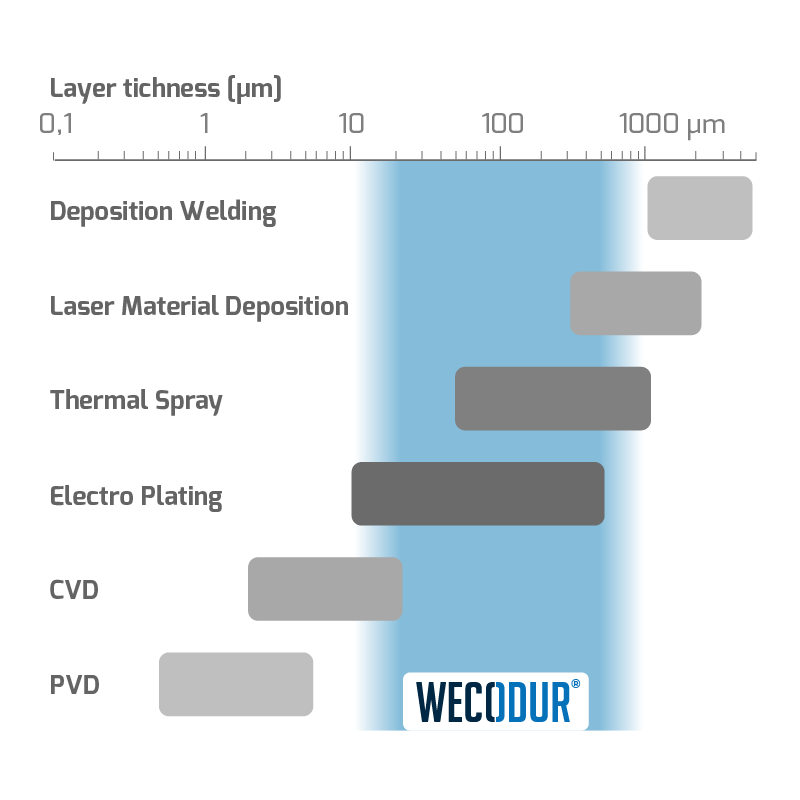
Disadvantages of conventional technologies
- Thermal spraying and electroplating have no metallurgical bonding to the base material
- For the long lasting / permanent bonding of the applied layer, elaborated pre-processing is usually necessary
- In conventional laser material deposition, the layers are thick (> 0,5 mm) and the heat input is high
A high heat input and the associated material mixing leads to (especially in the case of substrate with high carbon content, e.g. cast iron):
- Embrittlement in coating and base material
- Cracks
- Pores
- Poor bonding
Contact us!
Your contact person for technology:
Dominik Dobrzanski
+49 241 6083 2350


